


射线检测和超声检测的主要对象是内衬陶瓷弯头的对接接头,以及对焊管件的对接接头。无损检测方法选用按设计文件规定。对钛、铝及铝合金、铜及铜合金、镍及镍合金的焊接接头检测,应选用射线检测方法。对有延迟裂纹倾向的焊缝,其射线检测和超声检测应在焊接冷却一定时间后进行。
当内衬陶瓷弯头内的主管有环焊缝时,该焊缝应经营射线检测,经试压合格后方可进行隐蔽作业。内衬陶瓷弯头上被补强圈或支座垫板覆盖的焊接接头,应进行射线检测,合格后方可再覆盖。
对规定进行焊接中间检查的焊缝,无损检测应在外观检查合格后进行,射线照相及超声波检测应在表面无损检测后进行,经检验的焊缝在评定合格后方可继续进行焊接。










从长远来看,内衬陶瓷弯头的应用范围将不会只于目前的一些行业,由于内衬陶瓷弯头材质等多方面的改进,生产能力以及产品性能的改变,都会直接影响市场的扩展性。生产企业也是在这个激烈竞争的市场转变中,不断提升产品的变化,从内部的结构,以及材质的选择,都会带动内衬陶瓷弯头的发展,同时也会带动生产企业的市场竞争力。
当然在不同的发展时期,内衬陶瓷弯头的应用及生产也会随之改变,这就要求企业必须跟进变化的发展情况,认清市场的动态,不断的分析产品的发展状态,从不同的角度来分析开拓市场,只要稳中求进,相信在未来的发展中实力会越来越强。



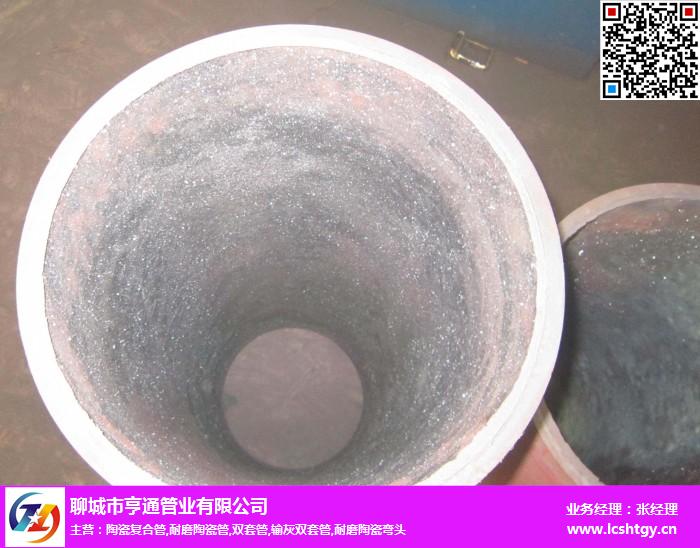
1)各类耐磨陶瓷片。三氧化二铝(AL2O3)、碳化硅(SIC)、氮化硼(BN)等。
2)陶瓷片片型设计。“三面受压、三面梯压(或反锁)、正反弧度”的设计,使得陶瓷片之间相互镶嵌衔接,具备整体防脱性能。
3)媒体层。采用耐高温、高强度、低膨胀系数的无机胶合成剂作为钢体和陶瓷片之间的结合媒体层。长期运行在820℃以下的内衬陶瓷弯头仍然能够保持良好的粘结性能。
4)焊接固定工艺。
工艺一:采用储能焊接工艺将带锥形孔的陶瓷片通过耐磨螺栓焊接在钢铁上面。
工艺二:直接用耐热钢碗将具备含扣锥形孔的陶瓷片直接焊接在钢体上,然后用带扣陶瓷堵涂胶后封装在陶瓷片的锥形孔上,整体外观全部为陶瓷面。







 在线客服
在线客服 15306353600
15306353600 15306353600@163.com
15306353600@163.com


