


由于高浓度的输送,当系统出力一定的情况下,所耗输送气量较低,相应的输送空压机及气源处理设备减小、灰库乏气除尘设备过滤布袋面积减少等等。一般来讲,输送距离越远、系统出力越大,经济性越明显。
双套管加工静压气力除灰系统用途:
适用的物料包括燃煤电厂的飞灰、煤粉、作为脱硫剂吸收的石灰石粉、冶金行业的矿粉(如铜粉、铝等)、化工行业的PTA、PP、PE等,通过输送管道的自调节内旁通管实现稳态输送,并防止了堵管的发生。
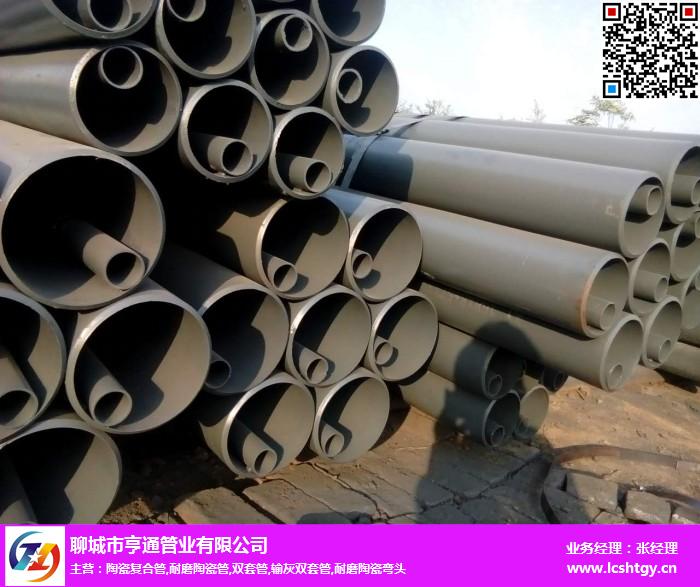









输送管道采用特殊的双套管加工结构,输送机理。
低正压密相气力输送,输送。
无压起动:双套管加工系统运行时,出料阀先打开,进气阀再打开, 保证起始速度由“0”开始缓慢上升,降低了对阀门和管道的磨损。
单位时间输送次数少:双套管加工系统采用“量多次少”的输送方 式,每次输送较多灰量,减少单位时间内的输送次数(每 小时循环持数一般不超过6次,符合新版火力发电厂除灰设 计技术规程DL/T5142-2012要求),从而可以大大延长设备使用寿命。
输送速度低,设备磨损小。
双套管加工系统出力大,输送能耗小。
可长距离输送而不堵管,双套管加工系统安全性高。工程试验输送距 离4500m,工程实际输送距离2200m。
双套管加工系统以单元运行,配置简单、使用方便、可靠性高。
双套管加工系统配备自动控制系统,操作简单方便。
适应能力强,可用于大颗粒、大比重物料的输送。


双套管加工系统采用了特殊的管道结构形式,即管道内加了1个较细的小内套管,沿内套管一定间距开了很多口与大管相通,小管和大管共用同一气源。由于物料流速很低,当沉积堆积时,该处阻力加大,主管中空气进入内套管,并从内套管的下一个开口喷出,吹开堆积的物料,使输送继续进行。由于输送管内气固始终处于高度紊流状态,因而管内物料不易堵塞。





 在线客服
在线客服 15306353600
15306353600 15306353600@163.com
15306353600@163.com


