


物料冲刷引起管道内壁的磨损与物料输送速度直接相关。一般认为,管道磨损与物料输送速度的三次方成比例。所以要减小管道磨损直接有效的办法就是降低管内流速。
由于输灰双套管加工商具有防止堵塞的功能,所以输灰双套管加工商输送可以在较低的速度下完成。其管内气流速度约为2~6m/s,大大低于常规气力除灰方式的输送速度(15m/s)。所以输灰双套管加工商输送管道磨损非常小,输灰管道的直管段采用普通碳钢,使用寿命可长达10年。









气力输送是一个复杂的多相流动过程,固粒在输送管内的运动,涉及到气流速度的分布以及固粒与管壁摩擦等各种条件。
输送管道内固粒的运动状态既有滚动又有悬浮,同时还发生固粒与固粒、固粒与壁面的碰撞,固粒的旋转还产生举力,完全考虑这些问题是相当复杂的。长期以来人们已在该领域进行了大量的研究,但仍有许多问题没有得到很好解决,例如散状物料在管道中被气流带走的过程中固粒相互之间以及固粒同管壁发生碰撞,碰撞的结果使得固粒破碎以及造成管道磨损,这种情况在高速时显得愈加明显。所以会导致管道堵塞甚至损坏。
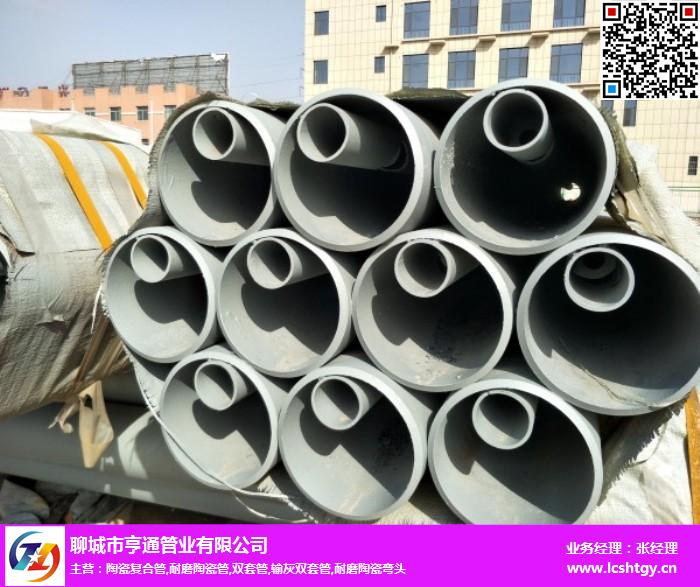
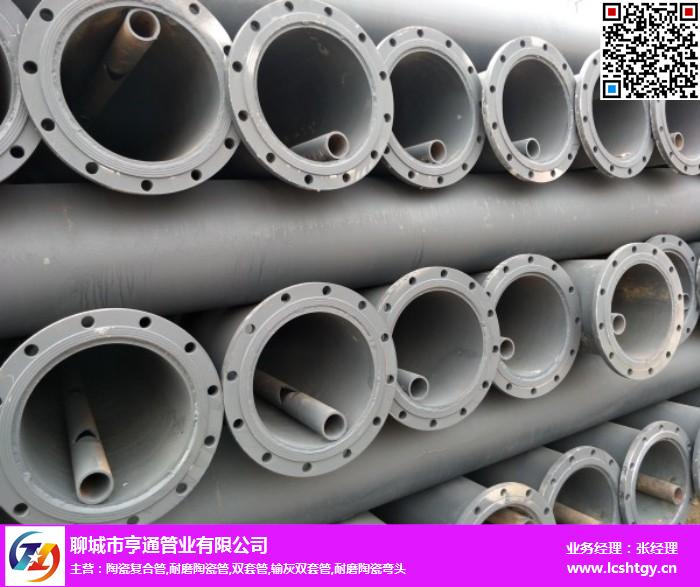
所以对于管道来讲,选择是非常重要的,现在比较不易堵塞,运输效果好的管道基本都是在用输灰双套管加工商,输灰双套管加工商是以紊流的输送方式来代懂物质的运转。内衬小套管,可以有效的帮助管道的堵塞情况。
气流会不间断的更改运输方向,这种话气流的流动方式叫做紊流。顾名思义这种管道我们也叫做输灰双套管加工商。


输灰双套管加工商原材料无缝钢管的生产工艺流程包括坯料轧前准备、管坯加热、穿孔、轧制、定减径、钢管冷却、钢管切头尾、分段、矫直、探伤、人工检查、喷标打印、打捆包装等基本工序。当今热轧无缝钢管生产一般主要变形工序有三个:穿孔、轧管和定减径,其各自的工艺目的和要求如下。
1 穿孔
穿孔是将实心的管坯穿制成空心的毛管,其设备被称为穿孔机:对穿孔工艺的要求是:
(1)要保证穿出的毛管壁厚均匀,椭圆度小,几何尺寸精度高;
(2)毛管的内外表面较光滑,不得有结疤、折叠、裂纹等缺陷;
(3)要有相应的穿孔速度和轧铡周期,以适应整个机组的生产节奏,使毛管的终轧温度能满足轧管机的要求。
2 轧管
轧管是将穿孔后的厚壁毛管压成薄壁的荒管,以达到成品管所要求的热尺寸和均匀性。即根据后续工序减径量和经验公式确定本工序荒管的壁厚植进行壁厚的加工,该设备被称为轧管机。对轧管工艺的要求是:(1)将厚壁毛管变成薄壁荒管(减壁延伸)时首先要保证荒管具有较高的壁厚均匀度;
(2)荒管具有良好的内外表面质量。轧管机的选型及其与穿孔工序之间变形量的合理匹配,是决定机组产品质量、产量和技术经济指标好坏的关键。
3 定减径(包括张减)
定减径主要作用是消除前道工序轧制过程中造成的荒管外径不一,以提高热轧成品管的外径精度和真圆度。减径是将大管径缩减到要求的规格尺寸和精度。张力减径是在前后机架张力的作用下进行减径,同时进行减壁。定减径使用的设备为定(减)径机。对定减径工艺的要求是:
(1)在一定的总减径率和较小的单机架减径率条件下来达到定径目的;
(2)可实现使用一种规格管坯生产多种规格成品管的任务;
(3)进一步改善钢管的外表面质量。
以上就是输灰双套管加工商原材料无缝管的生产工艺。





 在线客服
在线客服 15306353600
15306353600 15306353600@163.com
15306353600@163.com


