


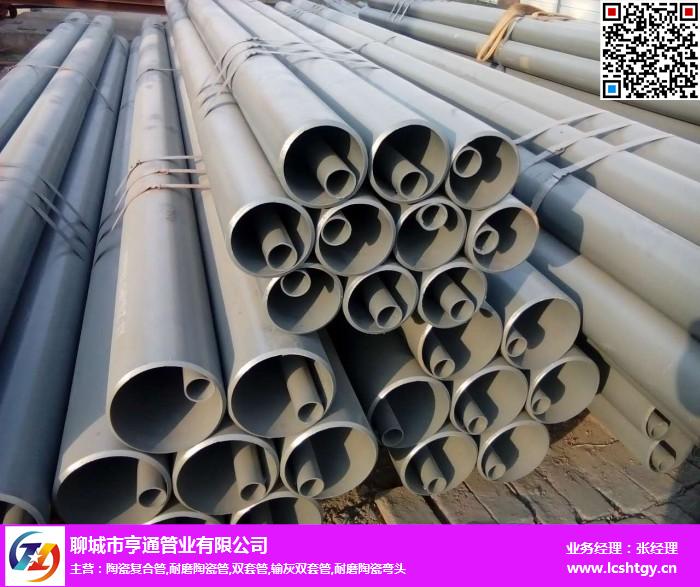
输送管道采用特殊的双套管型号结构,输送机理。
低正压密相气力输送,输送。
无压起动:双套管型号系统运行时,出料阀先打开,进气阀再打开, 保证起始速度由“0”开始缓慢上升,降低了对阀门和管道的磨损。
单位时间输送次数少:双套管型号系统采用“量多次少”的输送方 式,每次输送较多灰量,减少单位时间内的输送次数(每 小时循环持数一般不超过6次,符合新版火力发电厂除灰设 计技术规程DL/T5142-2012要求),从而可以大大延长设备使用寿命。
输送速度低,设备磨损小。
双套管型号系统出力大,输送能耗小。
可长距离输送而不堵管,双套管型号系统安全性高。工程试验输送距 离4500m,工程实际输送距离2200m。
双套管型号系统以单元运行,配置简单、使用方便、可靠性高。
双套管型号系统配备自动控制系统,操作简单方便。
适应能力强,可用于大颗粒、大比重物料的输送。










1、双套管型号气力输送设备,凡工作人员,传动装置处的保温不影响门的敞开和设备的工作。
2、保温层应做到防水防火、保温后全体平坦美丽(保温后平面不过漏加强筋,加强筋与外护板平齐,外层设置空气活动层的保温结构)。
3、尤其在加强筋处采用牢靠方法保证不超温。
4、保温施工有必要在布袋除尘器经气密性检查或试验后才可施工。
5、保温使用于任何天气状况,因而外壳保护板的铺设有利于泻水。
6、保温结构需求自锁垫片安顿每平方米不少于8只,抽芯铝铆钉水平方向距离200MM。
7、保温层厚度为100mm,加强筋上为50mm,保温材料应选用高温玻璃棉(TYPE1000,δ=50),在厚度方向上分为二层,每层之间应有错缝,错缝距离不小于板长或板宽的三分之一,灰斗下部小灰斗处铺设钢板网,再用自锁垫片压住。

外观质量的好坏直接影响到一个企业的产品形象,双套管型号剪切加工是很多钢材生产企业都会进行的一道加工步骤,它担负着双套管型号的修磨、剪切、标识、半成品管理等,因此也是把好产品实物质量的后一道防线。不同的剪切工序会对双套管型号产生各种影响,双套管型号剪切时哪些问题容易造成质量下降。
一、劣质的剪切工具与设备
在购买双套管型号剪切设备和道具时,要选择有保证的产品,使用性能差的设备会使双套管型号剪切后出现错口、毛边、剪裂等问题。
二、选用了不合理的剪刃间隙
在进行双套管型号剪切时,要根据双套管型号的各项应力进行调整,剪刃间隙影响着刀刃的剪切力大小和剪刃寿命,选用不合适的间隙会造成双套管型号毛刺增多,并出现二次剪断面。
三、过度修饰不按照设计要求剪切
在进行双套管型号剪切加工时很多生产厂家会针对尺寸结构要求进行过度剪切,造成双套管型号应力受损,还有可能使双套管型号尺寸报废。





 在线客服
在线客服 15306353600
15306353600 15306353600@163.com
15306353600@163.com


