


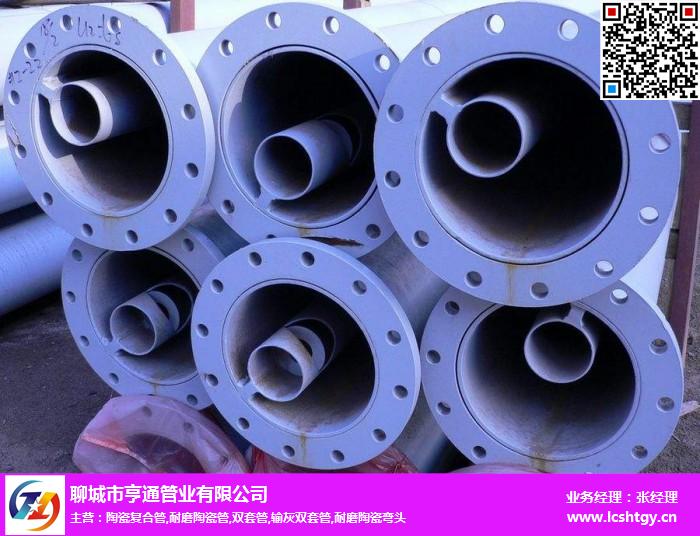
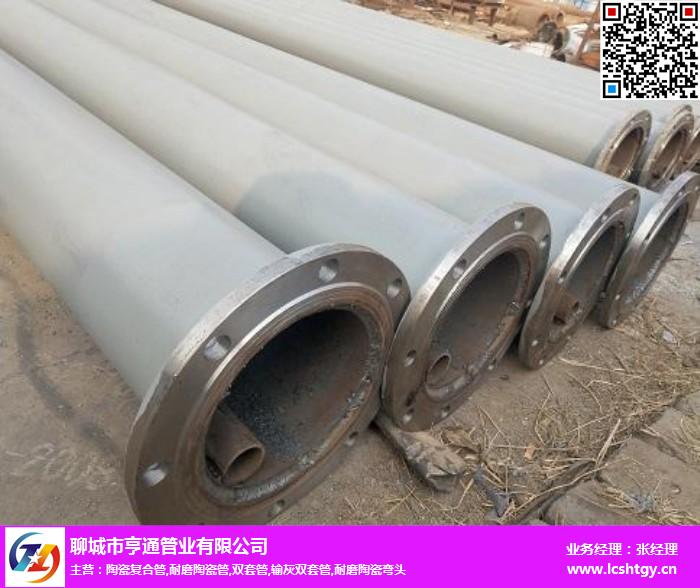
输灰双套管加工商静压气力除灰系统是我公司在紊流双套管基础上做的进一步改进,属于国内首创,输灰双套管加工商由主输送管和固定在其内壁顶部的内旁通管组成,内旁通管上设有引流-阻隔板,底部沿轴向按工艺要求每隔一定间距设一开口,通过输送管道的自调节实现飞灰的紊流状态输送。
输灰双套管加工商静压气力除灰系统从输送机理上有别于常规的正压气力输送系统,改悬浮输送为静压输送,从而改变了常规正压输送低浓度、高流速、易磨损、易堵管的工况,是解决输送高磨损、大出力、密相输送磨损性大的物料(例如锅炉飞灰)的理想方案,代表了当今除灰技术的先进水平。










输灰双套管加工商应用气流的能量。密闭管道内沿气流方向保送颗粒状物料,流态化技术的一种详细应用。保送装置的构造简单,操作便利,可作程度的垂直的或倾斜方向的保送,保送过程中还可同时停止物料的加热、冷却、枯燥和气流分级等物理操作或某些化学操作。与机械保送相比,此法能量耗费较大,颗粒易受破损,设备也易受磨蚀。含水量多、有粘附性或在高速运动时易产生静电的物料,不宜于停止气力保送。
气速应较高,水平管道中停止稀相保送时。使颗粒分散悬浮于气流中。气速减小到某一临界值时,颗粒将开端在管壁下部堆积。此临界气速称为堆积速度。这是稀相水平保送时气速的下限。操作气速低于此值时,管内呈现堆积层,流道截面减少,堆积层上方气流仍按堆积速度运转。
气速较高时颗粒分散悬浮于气流中。颗粒保送量恒定时,垂直管道中作向上气力保送。降低气速,管道中固体含量随之。当气速降低到某一临界值时,气流已不能使密集的颗粒平均分散,颗粒集合成柱塞状,呈现腾涌现象(见流态化)压力降急剧升高。此临界速度称噎塞速度,这是稀相垂直向上保送时气速的下限。关于粒径平均的颗粒,堆积速度与噎塞速度大致相等。但对粒径有一定散布的物料,堆积速度将是噎塞速度的26倍。
1、根据用途来分,焊接输灰双套管加工商有一般用途和高温高压用等,后者用的管子往往是特种合金钢,必须考虑和解决焊缝在焊接过程中产生收缩裂缝问题和热影响区管材机械性能不因焊接作业影响而过大变化。
2、根据管壁厚薄来分,钢带等比较薄的材料制成的管子可以使用高频焊接,有些薄壁管可以用保护气体方法焊接;壁厚超过2mm的管材可以用手弧焊。
3、根据管材的直径大小来分,直径小只能一面焊的和技工可以钻进管子里去实施两面焊接的。单面焊接的对焊工技术提出要求,能做到单面焊接两名成形,通过钢球试验,保证截面积通过能力和焊缝成形均符合设计要求。
4、只要管子材料是高强度合金钢,包括耐温、耐压、耐磨、耐低温的合金钢钢管,都要在焊接工艺上着重落实防止由于焊接高温作业产生马氏体组织,出现裂缝的倾向,工艺上一般要求是,焊条要选择好,并且按要求焙烘发给焊工使用,焊缝两边焊前要去油、去水、去锈、去杂物,清洁干净,焊接线能量尽可能小些,尽量减少焊接过程中摆动,后一道焊缝的排列尽可能对热影响区有退火作用。焊后缓冷,用石棉布等盖等措施。
5、为了保证管子的焊接质量,对焊工要培训和考试,合格上岗。焊工要焊好钢管,除了基本理论,要琢磨操作技巧,管子的焊接过程可能包含着俯焊、立焊和仰焊几种姿态(管子不能转动情况下),选择好电流的大小要照顾到立焊和仰焊的成形(有些管子不是很大,一次成形,无法中途调整电流),过程当中控制好电弧的稳定和成形,可以适当摆动,要成形和必要的摆动结合好。
20世纪30年代以来,随着带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接输灰双套管加工商成本低、生产。





 在线客服
在线客服 15306353600
15306353600 15306353600@163.com
15306353600@163.com


