


射线检测和超声检测的主要对象是耐磨陶瓷管批发的对接接头,以及对焊管件的对接接头。无损检测方法选用按设计文件规定。对钛、铝及铝合金、铜及铜合金、镍及镍合金的焊接接头检测,应选用射线检测方法。对有延迟裂纹倾向的焊缝,其射线检测和超声检测应在焊接冷却一定时间后进行。
当耐磨陶瓷管批发内的主管有环焊缝时,该焊缝应经营射线检测,经试压合格后方可进行隐蔽作业。耐磨陶瓷管批发上被补强圈或支座垫板覆盖的焊接接头,应进行射线检测,合格后方可再覆盖。
对规定进行焊接中间检查的焊缝,无损检测应在外观检查合格后进行,射线照相及超声波检测应在表面无损检测后进行,经检验的焊缝在评定合格后方可继续进行焊接。

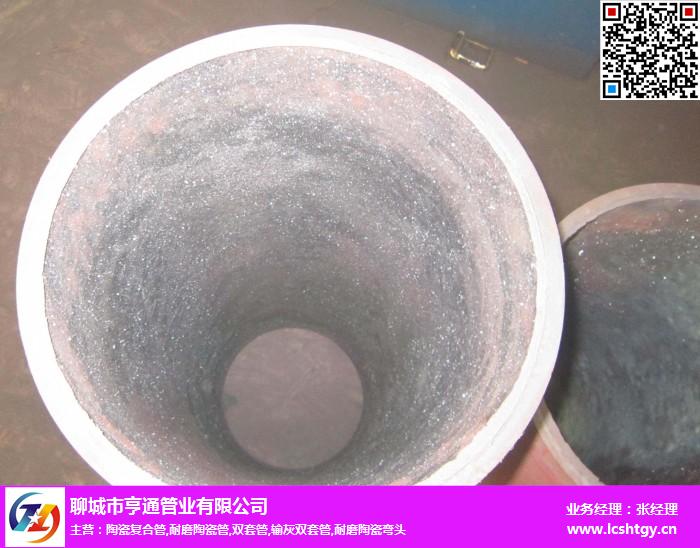









1,良好的耐磨性 超硬度耐磨合金的硬度HRC≥46,具备很好的耐磨性能和热稳定性。
2,耐磨陶瓷管批发的抗冲击性能,金属结合性能,抗热震性能 KMTBCr28双金属复合耐磨弯头,两种金属的结合面完全是冶金结合,使用安全可靠。两者热膨胀系数相当,不会出现胀缩崩裂现象。耐磨陶瓷管批发的外壁采用钢管,内衬采用超硬度耐磨合金,该产品既具有高合金产品的耐磨,耐腐蚀特性,又有较高的机械性能和较高的抗冲击性能。
3,复合成本低,质量好 该耐磨陶瓷管批发采用的消失模铸造工艺制造,成品率高,产品致密性好,厚度均匀,质量稳定。


耐磨陶瓷管批发涂层质量的控制通常分三个阶段进行。即涂层前控制、涂层施工过程和涂层后根据涂层的失效程度控制。
其中涂层前和涂层施工过程中的控制非常重要,可以说是起到决定性的作用,而涂层后的质量控制实际上是对前两个阶段的反馈,是属于一种质量缺陷成因的查找手段。
因此,操作工在整个涂层施工过程中,要严格按照工艺规程和操作规程进行。






 在线客服
在线客服 15306353600
15306353600 15306353600@163.com
15306353600@163.com


